
HOME >> 鉄道模型工学 > モータ特性のモデル化 糸巻式測定装置の開発 その2
モータ特性のモデル化 糸巻式測定装置の開発 その2
ロードセルの機能チェックが合格したので、いよいよ測定器にセットしてテストを開始する。 まず初めに、トルク測定の校正を実施し、EF510-1号機のモータを使って特性の測定を実施した。 そしていくつかの問題点も見えてきた。 そして、良かれと工夫した張力プーリ方式がもろくも崩れ去ったのである・・・・・・・。
でも、新たな発想でこの壁を乗り越える事ができました。
■ トルクの較正
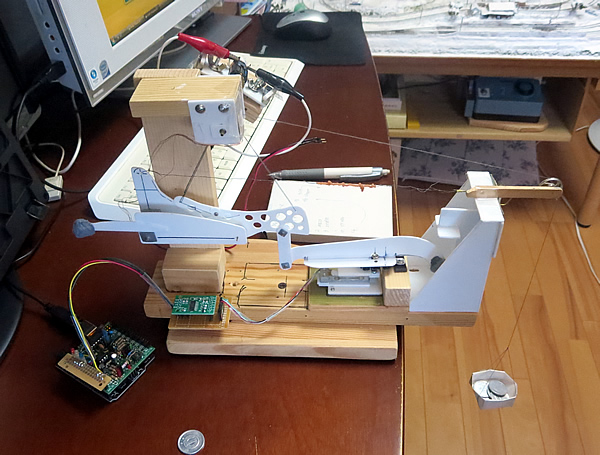
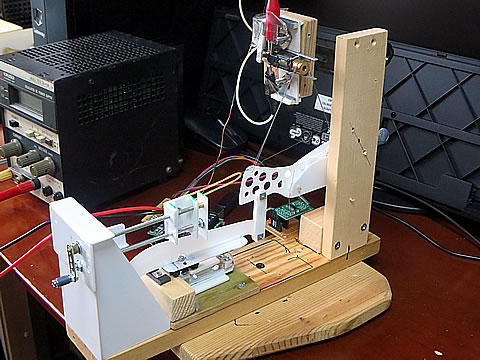
張力プーリーに掛かるトルクと台秤の関係、および台秤とロードセルの関係は検証済みなので、張力プーリーに掛かるトルクとロードセルとの関係は計算で求めることが出来るが、ここではあえて直接検証することにした。 念には念を入れてである。 装置の正面から見た状態を下に示す。 与圧レバーには重量バランスを取るために重りを追加している。 これによってバランスレバーの重量を含めてバランスを取っているが、不用意な飛び跳ねを防止するため自重でも落ち着く様に押し下げ力を残している。
 .
.
較正テストの方法は、つるした籠の中に一円玉を順番に入れていき、14枚まで入れた後は、今度は一枚ずつ減らしていく。 これを2往復させる。 ゼロ枚の前にはレバーを持ち上げてロードセルに荷重が掛かっていない状態を挟むことにしている。 スタートもゴールもこの状態から始めた。
データ処理は先回用いたスケッチをそのまま使用して、シリアルモニタに表示させている。 一回の測定で5個の連続データを収集しており、それを2回繰り返して10個のデータを得ている。
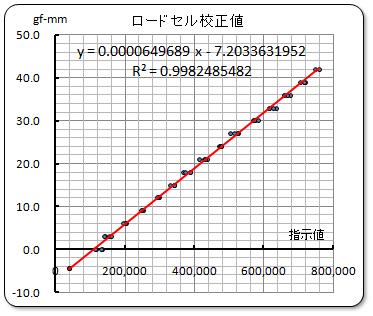
この較正値を利用するために、センサーからの指示値から回転部のトルクを計算して右の様にグラウ化した。 これより近似式を得て換算式とする。
データより、少しヒステリシスであることが分かる。 しかし、実際の測定においてはモータを動かしているので、リンク類での細かい振動によりこのヒステリシスは殆ど発生しないであろうと踏んでいる。
■ モータの特性測定のトライ
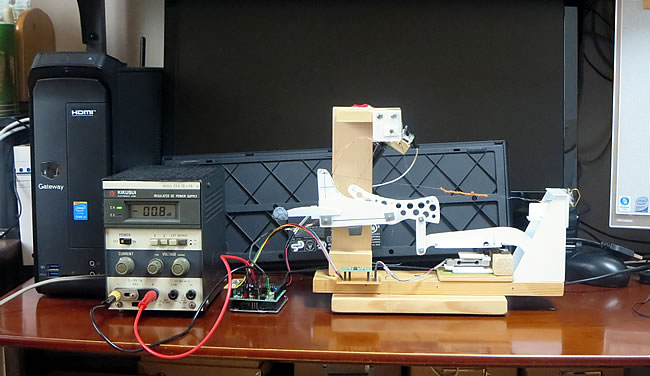
いよいよ準備が整ってきたので、実際にモータのトルク特性を測定してみることにした。 張力プリーと供試モータを実際に使用されていたジョイントで連結し、モータを固定して測定した。
測定時の様子を下に示す。
 .
.
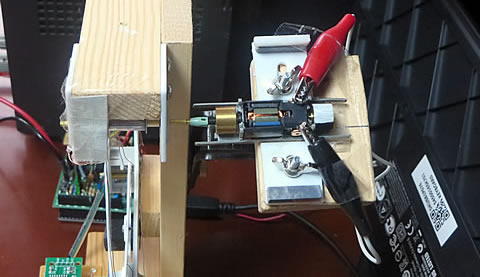
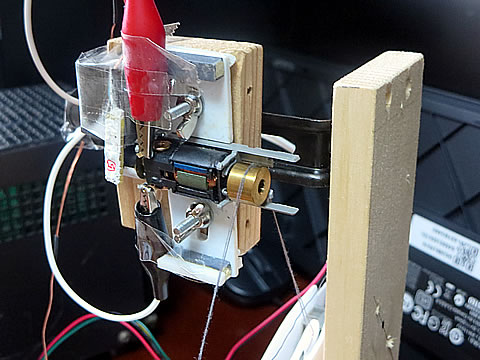
モータの装着状態を右に示す。 そして、スケッチの内容を修正する。 今回も、先に使用したスケッチに、HX711のライブラリを追加し、回転数をカウントしている間に電圧と電流の値とロードセルからのデータを読み込んで累積して行き、最後にこれらの累積値を送信する処理内容とした。
しかし、この処理方法は間違っていた。 1回の測定ループは、今までは 0.2 msec 程度であったのが、ロードセルからの読み込み処理に相当な時間が掛かっているようで、平均して 88msec もかかっているのである。 ロードセルとの通信はシリアル通信が使われていることがが原因と推定する。
このため、今までとは異質の結果となってしまった。 そこで、ロードセルからの読み込み処理を回転数の計算処理ループの外に出し、独立して10回のデータを測定して送信するように変更した。
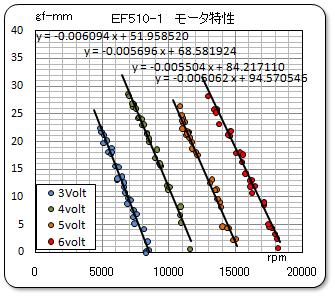
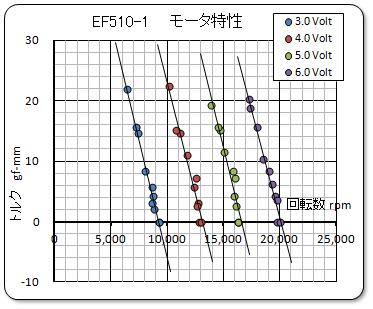
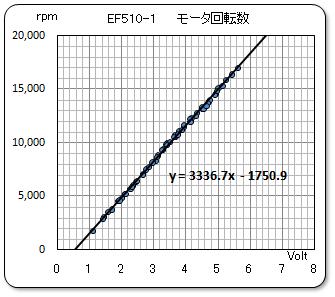
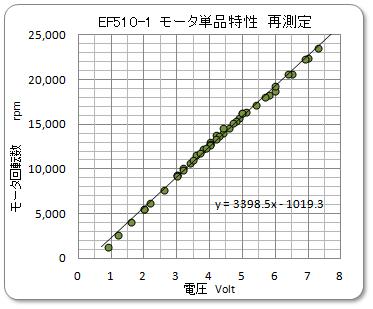
この処理は正解だった様で、送信されてきたデータをグラフにすると、納得に行く結果を示した。 このデータを以前に測定した結果と比較した。 左側は今回のデータで、右側が以前のデータである。
データを比較すると、細かい点では異なっているものの、値のレベルや傾向は合致していると判断する。
そして、与圧レバーを少し待ち上げて張力測定のための糸をたるませた状態でモータの回転数などを測定した。 これはモータの無負荷状態で測定するもので、速度特性として報告してきた特性である。
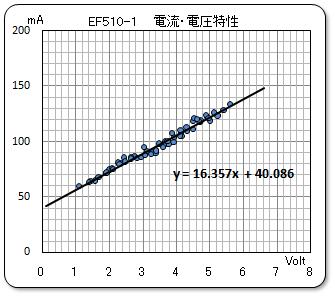
以前のデータを比較して電流値が高めになっており、回転数も低下しているのが気がかりである。 これは無負荷とはいえ張力測定用のプーリーを駆動させているので何らかのトルクが必要となり、電流値が高くなってしまってたあのではないかと思われる。
************ モータ特性を測定しよう その6 機能テスト (2016/10/8) を再編集 ********
■ 張力プーリーの摩擦トルクの推定
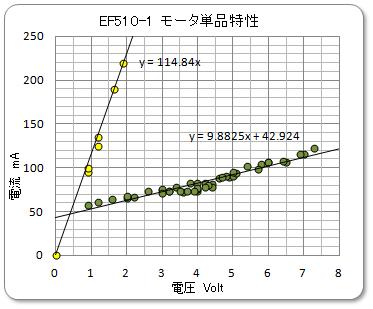
張力プーリーの回転摩擦トルクが影響していると判断できるので、その摩擦トルクを推察することにした。 方法は、モータ単体での電流値を測定してその差を検証すれば良いのだ。 そこで、モータ単体での回転数を計測するため、モータ側に新たに回転センサを取り付けて単体での回転数と電流値を測定した。
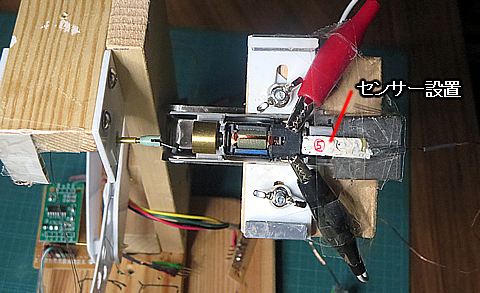
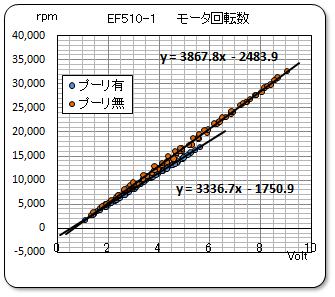
張力プリーとの連結が有りと無い場合の比較より、その違いがはっきりとした。 回転数は低下し、電流値は大きくアップしているのだ。
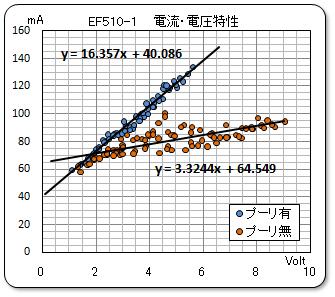
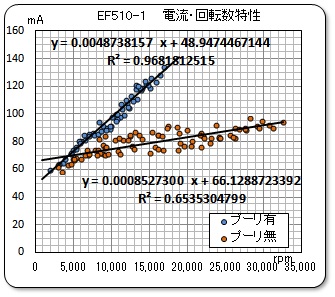
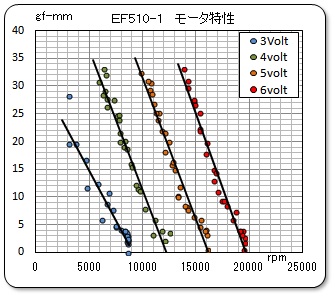
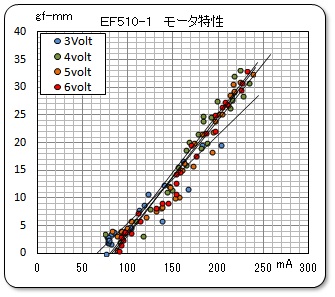
横軸に電圧を取っても、回転数を取っても明らかである。 5,000rpm を超えると電流はどんどん増加しているのである。 この電流値の差にトルク定数を掛けると張力プリーの摩擦トルクが推定できる。 測定値より、( EF510-1号機の場合は Kt = 230 )、10,000 rpm では 13gf-mm となり、20,000rpm では 22.4gf-mm となり結構な摩擦トルクとなっていることが分かる。 回転部分はベアリングしかないのでこのベアリングが原因なのだろうか? 4駆用のベアリングなので十分と思っていたが模型用はあくまで模型用なのだろうか?
とにかく、この張力プーリー部でこれだけの摩擦トルクを食っていることは、トルク測定のデータが信用出来ないと言うことである。
良かれと工夫した張力プーリ方式がもろくも崩れ去ったのである・・・・・・・。 ![]()
![]()
![]()
■ フライホイール部を利用したトルク測定
ここでくじけないのが、我が技術屋根性である。 張力プーリーがダメなら、モータ軸に直接巻き付けようと、以前も実施したことがあるモータのフライホイール部を利用した最も確実な方法が手っ取り早いので、下の写真のように装置を改造した。
フライホイールを使うので直径が大きくなったが、糸は切れることなく、また外れることなく高速回転でも測定出来た。 糸は、クレヨン製のスパンミシン糸で #60 、ポリエステル 100%の糸(SUPER THREAD)である。 糸って強いんですね。
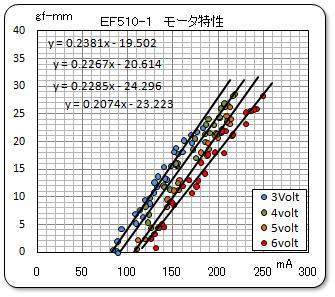
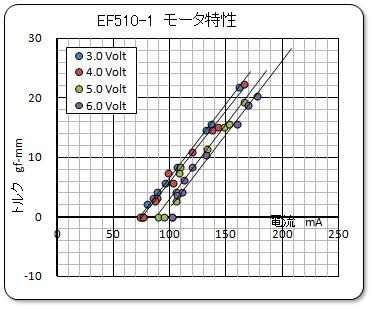
測定結果を下に示す。
回転数は上昇し、電流値が減少していることが確認でき、狙いどうりの測定ができていることが分かる。
しかし、・・・・・・・・・・・・・・・・・・・・・・・!
■ 最大の問題
この方法では、フライホイールを両側に持つモータしか測定出来ないのである。 フライホイールの無いモータや、片方にしか付いてないモータは測定出来ないのだ。 回転数測定方法を変えて、トルク測定に明け渡すか。 期待しているKATO のコアレスモータが測定できない・・・・・・・・大問題なのだ。
************ モータ特性を測定しよう その7 出来た (2016/10/10) を再編集 ********