
HOME >> 鉄道模型工学 > μ特性を測定しよう ウォームギヤーボックスの細工
鉄道模型工学 μ特性を測定しよう ウォームギヤーボックスの細工
μ特性を測定するための装置を作っています。その要となるウォームギヤー式の減速装置に、モータの回転数を計測するセンサを取り付けました。
.
■ ウォームギヤー式の減速装置
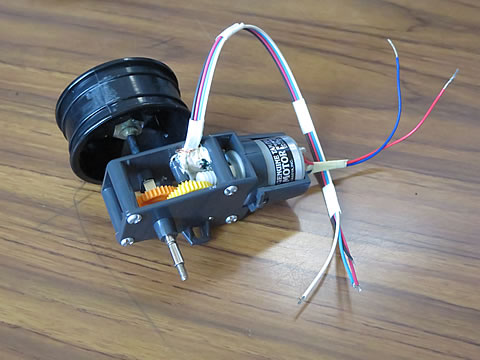
ウォームギヤー式の減速装置としては、以前にも購入し減速機として使用したことがあります。今回もそれと同じ物を入手しました。下左の写真に示すタミヤのテクニクラフトシリーズNo.4 ウォームギヤーボックスHE です。
まず、このキットを組付け、本当に負け組の制御用に使用できるのか、先回と同じテストを実施しました。「μ特性を測定しよう 測定装置の検討」(2025/8/30)を参照ください。実験層の様子を下右に示します。
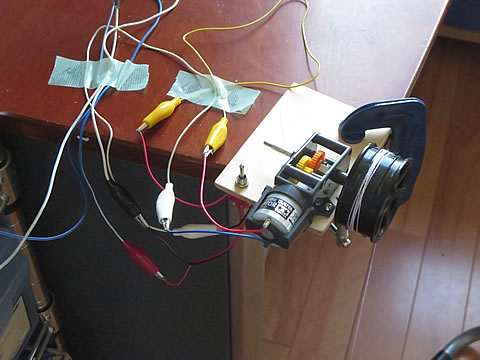
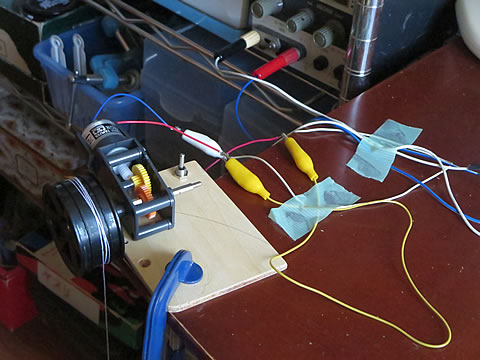
なかなか上手くいきますね! 問題ないようです。

100グラムの錘を付けて回転数を変化させていますが、そのスピードは制御出来ています。負け組の制御が問題なく実施することが出来ますね。
 .
.
■ モータの回転部を作る
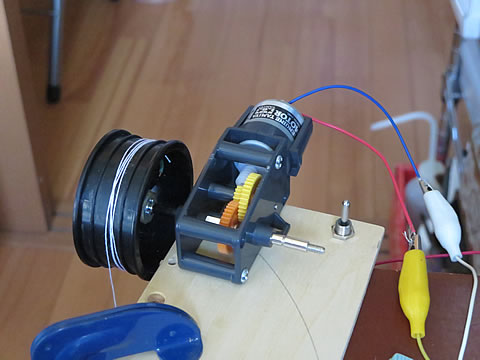
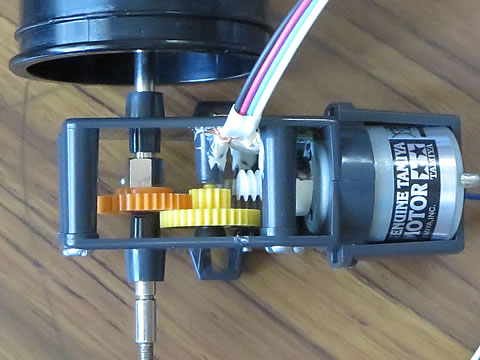
モータの回転を検出するために、白黒のマーキングを実施する部分を工作しました。減速部の中を覗いてそのスペースを探しましたが、ウォームギヤの根本部分にしかスペースが無いことを確認しました。でも、どうやってマーキングを実施する円筒部を作るか、・・・これがなかなかの工作です。
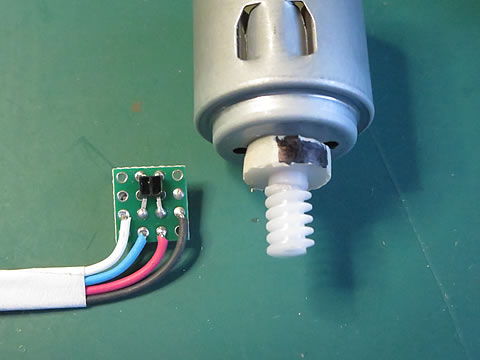
そこで、工作ストック品の中から、小型の歯車で幅の広い部品を探した。すると右の写真の様な特殊歯車を見つけた。何時、どの様な目的で入手したかは、記憶にも記録にも無かった。いくつかの歯車のうち、サイズ的に適合する外径がφ13mm の部品を選定したが、内径がウォームギヤのハブ部の径に合わなかったので、広げる工作を実施した。ボス部の長さも削った。
そして、ウォームギアのボス部にはめ込み、そのウォームギヤをモータ軸に圧入した。外径部の幅がせまかったので、白いMTテープを巻き付け、最後にアクリル絵具で白黒のマーキングを実施した。1回転当たり2回の白黒が出るように描いた。
*******************************
ここで、パルス数の計算をしておこう。
動力車モデルとして一般的な KATO製の EF65-1124号機を例にする。EF65-1000 24系ブルートレイン4両セット(セット品番:10-015)の2000年製の機関車である。
駆動系ギヤ比:19.0 動輪直径:7.4mm である。この車両は、2014年12月28日と2020年10月9日に動力特性を測定している。すべり率を測定するためのモータ回転数検出は、1回転当たり2回の白黒マーキングを実施していた。 このモデルをスケールスピード50Km/h にて走行させると、モータの回転数は Nm=50×1000×1000×19/(150×60×60×7.4×π)=75.7rps となる。即ち、1秒間に76回転していることになり、パルスはその2倍の151回/秒 出ることになる。
一方で、巻き取り装置側の場合も計算しよう。巻き取り装置のドラム径は、φ48mm、減速機のギヤ比は 216 なのでモータの回転数は Nm'=50×1000×1000×216/(150×60×60×48×π)=132.7rps となる。即ち、1秒間に 133 回転していることになる。モデルの機関車のパルスと同程度であるが、1回転当たり2パルスの設定にしておくこととする。即ち 265回/秒のパルスが出ることになる。
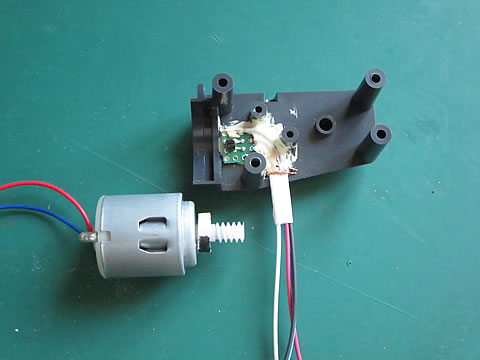
■ モータ回転数を検出するセンサの工作
このギヤーボックスにはエンコーダが付いていませんので、工作する必要があります。回転部の工作は上記で実施済ですが、センサ部を新たに工作しました。
センサ本体は工作実績のある「フォトリフレクタ(反射タイプ) TPR-105F 」を使用します。 工作例は、「小型のターンテーブル式実験装置を作ろう 電子機器類の工作」(2023/9/23)などを参照してください。センサを取り付ける基盤は、16ホールユニバーサル基盤(2.54mm)を使用しました。スルーホール両面基盤で、10mm×10mmの大きさです。
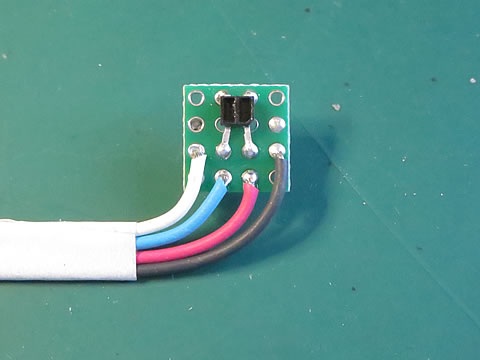
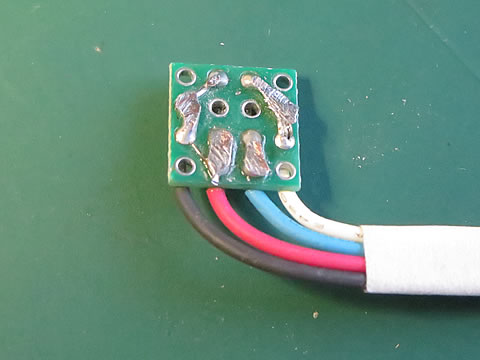
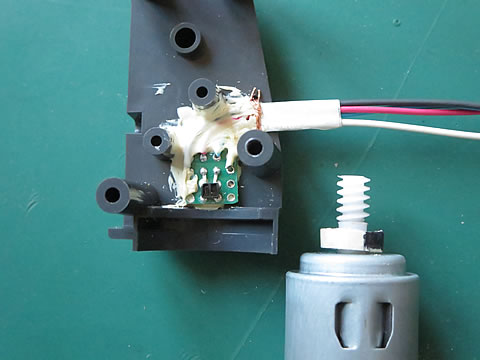
センサ部をモータ側に近ずけるためにセンサを端部に寄せ、さらに端部を削っています。導線は細めのものを使用しました。また、厚さを薄くするため半田付けした裏側はヤスリで削っています。
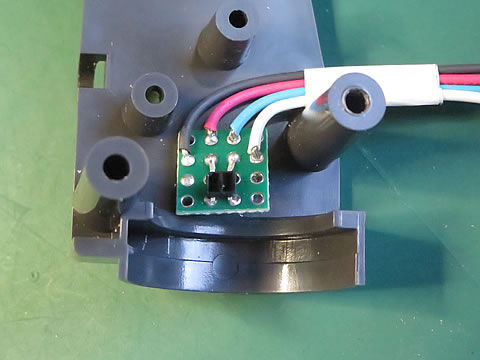
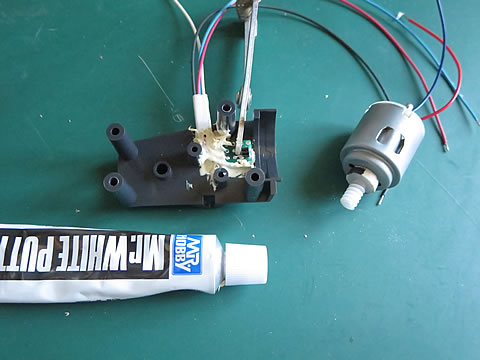
取付部の確認です。仮組付けを実施して、スペースや干渉具合などをチェックして、問題ないことが確認できたのでパテで固定しました。
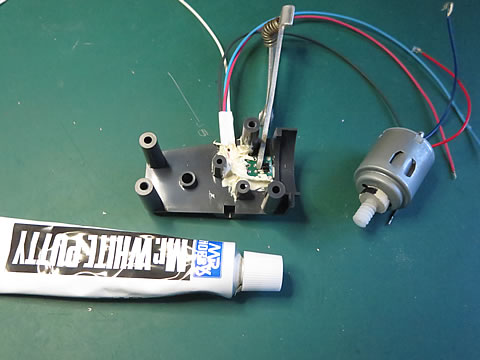
パテが硬化したのち、組付けを実施しました。リード線は銅線を使って固定しました。
軸部にグリースを塗って組付けを実施した。乾電池を使ってモータを回し、干渉等のチェックを行い問題ないことを確認した。
■ 回転センサの機能チェック
工作が完了したので、機能チェックを実施した。モータ駆動用の乾電池と、センサ処理用の5ボルトACアダプターを用意した。センサ処理回路は、トランジスタ、抵抗、コンデンサなどをブレッドボー上に構成し、出力はオシロスコープで波形を観察した。

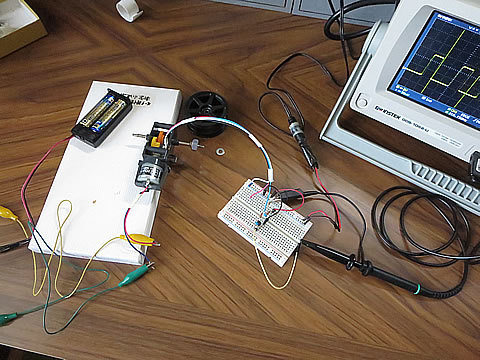
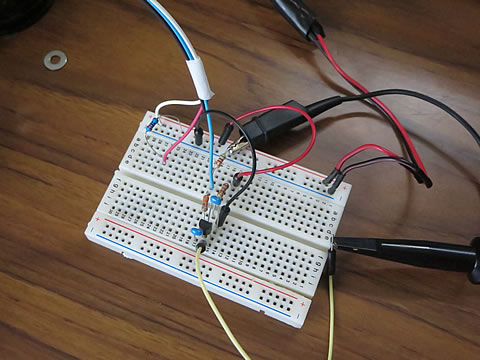
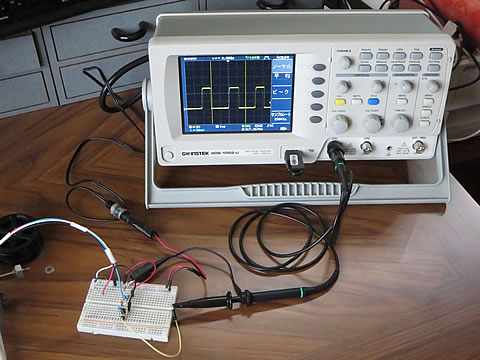
処理回路は、今までと同じ構成にしています。久しぶりの実施でしたので、あれこれ間違いながらも、下記のような波形を観察することが出来ました。
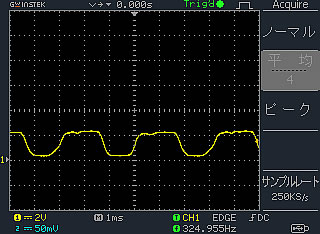
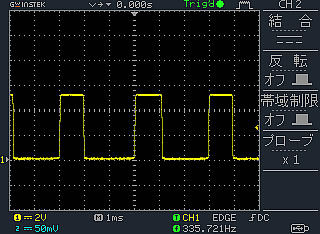
左側の波形は、センサからの出力波形で、右側は処理回路にて処理された後の波形です。綺麗なパルス波形となっており、ひげなどの異常波形は見受けられませんでした。画面の右下にはパルスの周波数が表示されており、この値より 336Hz ⇒ 168 rps であることが読み取れます。
****************************************
減速機の負け組制御も可能であり、減速機モータの回転数も計測することが出来たので、次の工作ステップに進みます。